
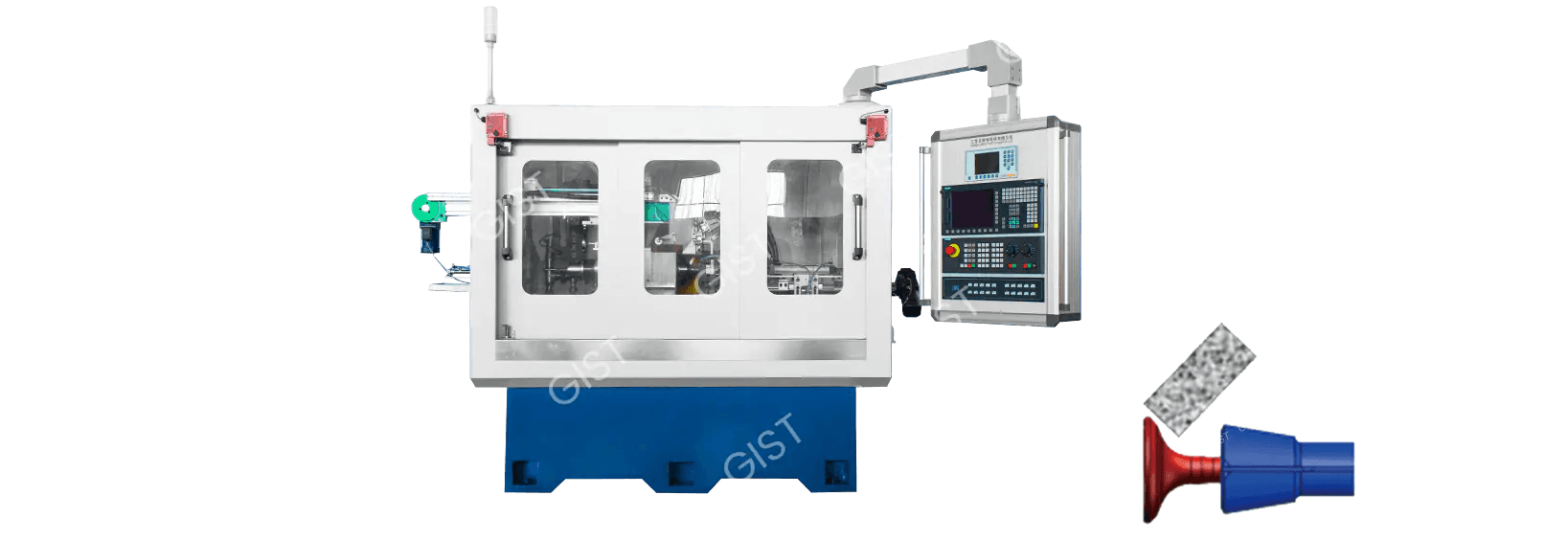
Ruota ceramica CBN Macinatura Macchina senza centro
Cat:Macchina senza centro
È utilizzato principalmente per la macinazione di precisione dei cerchi esterni di steli di ingresso del motore e valvola di scarico, cuscinetti e ...
Di piùL'emergere di ruote di macinatura a boro cubico in legato vetrificato (CBN) ha fornito una soluzione per la macinazione del cono ad alta precisione. La CBN (nitruro di boro cubico) è il secondo materiale più duro dopo il diamante e il legame vetrificato impartisce una resistenza di calore superiore e una stabilità strutturale alla ruota di macinazione. Rispetto alle tradizionali ruote di macinazione, i vantaggi fondamentali delle ruote di macinazione CBN vetrificate includono:
Vita estremamente lunga: la resistenza all'usura è superiore a 100 volte maggiore di quella delle ruote di macinazione del corindone, riducendo significativamente i cambiamenti degli strumenti e i tempi di vestizione.
Elevata stabilità termica: resiste a temperature superiori a 1400 ° C, prevenendo la deformazione termica del pezzo.
Ritenzione ad alta precisione: una bassa perdita di grano abrasiva garantisce una precisione di lavorazione a lungo termine e stabile.
Macinatura ad alta efficienza: aumenta il tasso di rimozione dei metalli dal 30% al 50%, migliorando significativamente l'efficienza di produzione.
Le ruote di macinazione CBN vetrificate sono strumenti di macinazione ad alte prestazioni realizzati con un composito di nitruro di boro cubico (CBN) abrasivo e un legante vetrificato. Questa combinazione di materiale unica offre loro eccezionali prestazioni di lavorazione.
Proprietà degli abrasivi CBN
Il nitruro di boro cubico (CBN) è un materiale di superhard sintetico con una struttura cristallina simile al diamante, costituito da atomi di boro e azoto legati covalentemente. Gli abrasivi CBN hanno le seguenti caratteristiche eccezionali:
(1) Durezza estremamente elevata e resistenza all'usura
La microhardness può raggiungere 4500HV, seconda solo a Diamond (10000HV) e più del doppio di quello di Corundum (2000HV)
La resistenza all'usura è più di 100 volte quella degli abrasivi corindum ordinari, rendendolo particolarmente adatto per la lavorazione dei materiali ad alta resistenza
(2) Eccellente stabilità termica
Resistenza ad alta temperatura fino a 1400 ° C (il diamante inizia a ossidarsi a 800 ° C)
Mantiene il taglio delle prestazioni ad alte temperature e non reagisce con i metalli a base di ferro
(3) buona inertezza chimica
Non reagisce chimicamente con metalli come ferro, nichel e cobalto
Particolarmente adatto per la lavorazione di metalli ferrosi come acciaio temprato e acciaio ad alta velocità
Caratteristiche del legame vetrificato
Il legame vetrificato è un fattore chiave per determinare le prestazioni delle ruote di macinazione. Le sue caratteristiche principali includono:
(1) alta resistenza al calore
La temperatura di sinterizzazione può raggiungere sopra i 1200 ° C
Mantiene proprietà meccaniche stabili nell'intervallo di temperatura di lavoro
(2) Eccellente rigidità
Il modulo elastico raggiunge oltre 100 GPA
Piccola deformazione durante la macinazione, che è favorevole alla manutenzione dell'accuratezza dell'elaborazione
(3) Porosità controllabile
La porosità del 5% -40% può essere ottenuta attraverso la regolazione della formula
La porosità aiuta con la rimozione e il raffreddamento del chip, prevenendo le ustioni del pezzo
(4) Buona auto-lezione
I cereali abrasivi possono cadere in tempo dopo la passivazione, rivelando un nuovo bordo affilato
Mantiene prestazioni di macinazione continue e stabili
Struttura unica di ruote ceramiche di macinazione CBN
Le ruote tipiche di macinazione CBN in ceramica adottano un design della struttura a più livelli:
(1) strato abrasivo
La concentrazione di Cbn è generalmente del 75% -150% (frazione di volume)
Gamma di dimensioni abrasive: macinazione grossolana #80- #120, macinazione fine #400- #2000
(2) Livello di transizione
Garantisce un legame fermo tra lo strato abrasivo e il substrato
Lo spessore è di solito 1-2 mm
(3) Materiale a matrice
Lega di alluminio: leggero, adatto per la macinazione ad alta velocità
Matrix in acciaio: alta rigidità, utilizzata per la macinazione a carico pesante
Vantaggi del legame ceramico
Il legame ceramico è un materiale inorganico composto da fase di vetro e fase cristallina. I suoi vantaggi includono:
Elevata rigidità: più resistente alla deformazione rispetto al legame resina o metallico, adatto alla macinazione ad alta precisione
Resistenza ad alta temperatura: mantiene la stabilità anche durante la macinazione ad alta velocità (oltre 120 m/s).
Un'eccellente autoaffonamento: dopo il blocco, i cereali abrasivi cadono, rivelando il bordo appena affilato e mantenendo la nitidezza.
Confronto con le tradizionali ruote di macinazione (corindum, diamante, ecc.)
Confronto delle prestazioni
Rispetto alle tradizionali ruote di macinazione, le ruote ceramiche di macinazione CBN offrono vantaggi significativi:
| Specifiche di performance | Ruota di macinazione corindone | Ruota di macinazione CBN in resina | Ruota di macinazione cbn vetrificata |
| Temperatura di funzionamento massima | 800 ° C. | 300 ° C. | 1400 ° C. |
| Rapporto di macinazione (valore G) | 10-50 | 200-500 | 500-2000 |
| Velocità lineare massima | 80 m/s | 100 m/s | 160m/s |
| Stabilità dimensionale | Giusto | Bene | Eccellente |
| Frequenza di vestizione | Alto | Medio | Basso |
Selezione e abbinamento delle ruote di macinazione
Selezionare la concentrazione di CBN appropriata in base al materiale del pezzo (è raccomandato 100% -150% per l'acciaio temprato)
Principi di selezione delle dimensioni della grinta:
Macinatura grossolana: #80- #120
Macinatura semifina: #150- #240
Fine macinatura: #400 e oltre
Selezione del tipo di legante (fase di vetro/ceramica microcristallina)
Specifiche di installazione
Usa una flangia dedicata per garantire una forza di serraggio uniformemente distribuita
È richiesto il bilanciamento dinamico dopo l'installazione (sbilanciamento residuo ≤ 0,4 g · mm/kg)
Eseguire un test di esecuzione del minimo prima dell'uso iniziale (3 0 minuti, quindi aumentare gradualmente la velocità alla velocità operativa)
Punti chiave di impostazione dei parametri
Controllo della velocità lineare:
Acciaio: 80-120 m/s
Carburo: 60-100 m/s
Selezione della velocità di alimentazione:
Macinatura grossolana: 0,01-0,03 mm/corsa
Macinatura fine: 0,002-0,01 mm/corsa
Tempi di cancellazione delle scintilla: eseguire almeno tre macinature senza scintille durante la fase di macinazione fine.
Gestione del refrigerante
È necessario utilizzare il fluido di macinazione specializzato (pH 8,5-9.5).
Requisito della portata: ≥ 2 L/min per mm di larghezza della ruota di macinazione.
Accuratezza del filtro ≤ 25 μm. Controlla regolarmente la concentrazione (raccomandato 4-6%)
Macinare le specifiche di medicazione delle ruote
Selezione degli utensili da salto:
Condimento grossolana: penna a diamante a punto singolo
Condimento fine: rullo di diamanti
Parametri di vestizione:
Alimentazione della medicazione: 0,002-0,01 mm/corsa
Rapporto di velocità di vestizione: da 0,6 a 0,8 (rapporto di velocità lineare della ruota a rullo)
Monitoraggio dell'usura
Ispezionare regolarmente le condizioni della superficie della ruota di macinazione (ogni 8 ore)
Stabilire un sistema di monitoraggio della forza/alimentazione e impostare soglie di allarme
Registra i dati sulla durata della ruota di macinazione (numero medio di parti elaborate per intervallo di medicazione)
Misure protettive
È necessario installare un coperchio protettivo (angolo di apertura ≤ 180 °)
Gli operatori devono indossare maschere protettive (per proteggere dalla polvere CBN).
Un separatore magnetico deve essere installato nell'area di lavoro per raccogliere chip di metallo.
Gestione anormale
Procedura di gestione dell'eccesso di vibrazione:
Fermare immediatamente la macchina.
Controllare il runout radiale del mandrino (dovrebbe essere ≤0,005 mm).
Riequilibrare.
Burn Risposta del pezzo:
Controllare l'angolo di spruzzo del refrigerante.
Ridurre il tasso di alimentazione del 20%-30%.
Gestione della temperatura e umidità
Mantenere una temperatura dell'officina di 20 ± 2 ° C.
Umidità relativa del 45%-65%.
Le stanze di macinazione di precisione devono essere mantenute a una temperatura costante.
Misure di prevenzione delle vibrazioni:
Installare l'apparecchiatura su una base resistente alle vibrazioni (ampiezza ≤2μm).
Evita di localizzare l'attrezzatura nella stessa area dell'attrezzatura di stampaggio.
Fenomeno: angolo di cono del pezzo di tolleranza (> ± 0,005 °)
Possibili cause:
Perdita di precisione geometrica della macchina utensile (guida/mandrino)
Impostazione errata dell'angolo di medicazione della ruota di macinazione
Pezzo di lavoro insufficiente/rigidità del dispositivo che causa deformazione
Soluzioni:
Utilizzare un interferometro laser per controllare l'accuratezza geometrica della macchina utensile (focalizzato sull'asse Z e sulla perpendicolarità dell'asse X)
Ricalibrare l'angolo di cassettiere della ruota di macinazione (si consiglia un manometro ad angolo standard)
Aggiungi ulteriori punti di supporto al pezzo e passa a un morsetto idraulico (controlla la forza di serraggio a 3-5 MPa)
Fenomeno: rotondità> 2μm
Possibili cause:
Scarso equilibrio dinamico della ruota di macinazione
Usura del cuscinetto del mandrino (runout radiale> 0,003 mm)
Parametri di macinazione eccessivi
Soluzione:
Ribilanciarsi la ruota di macinazione (valore target: G1.0)
Controllare il runout radiale del mandrino e sostituire i cuscinetti, se necessario (si consigliano cuscinetti in ceramica)
Regola i parametri:
Ridurre la velocità lineare del 10%-15%
Ridurre il tasso di alimentazione al 50% del valore originale
Fenomeno: modelli di increspatura regolari (lunghezza d'onda 0,1-0,5 mm)
Possibili cause:
Macinare la vibrazione del sistema di lavoro a ruota
Fondazione per macchine sciolte
Risonanza di macinazione
Soluzione:
Controllare e rafforzare la fondazione (il valore delle vibrazioni dovrebbe essere ≤ 2μm/s)
Regola la velocità di rotazione per evitare la zona di risonanza (determinata dall'analisi dello spettro FFT)
Utilizzare una ruota di macinazione distanziata in modo ineguagliabile (come un tipo di scanalatura a spirale)
Sintomo: scolorimento della superficie del pezzo (ossidazione)
Possibili cause:
Raffreddamento insufficiente (flusso/pressione inadeguato)
Pori di ruote macinati intasate
Velocità di alimentazione eccessiva
Soluzione:
Ottimizza il sistema di raffreddamento:
Aumentare la portata a 15 L/min · mm (larghezza della ruota di macinazione)
Usa un design a doppio ugello (uno in cima e uno in fondo, angolato a 15 °)
Pulisci i pori della ruota di macinazione con una pistola ad aria ad alta pressione (aria compressa 0,6 MPa)
Ridurre il tasso di alimentazione del 30% e aumentare il numero di cicli di lucidatura (≥3)
Sintomo: la durata della ruota di macinazione è ridotta di oltre il 50%
Possibili cause:
Concentrazione abrasiva impropria
Cambiamenti nel materiale del pezzo (ad esempio, contenente fasi dure)
Parametri di medicazione errati
Soluzione:
Regola la concentrazione di CBN:
Acciaio estinto: 100%-125%
Carburo: 75%-100%
Modifica i parametri di medicazione:
Ridurre la velocità di avanzamento della medicazione a 0,001 mm/corsa
Regolare il rapporto velocità di vestizione a 0,4
Fenomeno: "punti calvi" appaiono sulla superficie della ruota di macinazione
Possibili cause:
Forza di legame insufficiente
Carico di impatto eccessivo
Corrosione del refrigerante
Soluzione:
Utilizzare un legame ceramico microcristallino ad alta resistenza
Ottimizza il metodo di taglio (utilizzare il taglio inclinabile, angolo <5 °)
Cambia il tipo di refrigerante (evita gli additivi contenenti zolfo)
Fenomeno: riduzione del 30% della velocità di rimozione dei metalli
Possibili cause:
Macinare l'ottusità della ruota
Potenza di macinazione insufficiente
Parametri di processo conservativi
Soluzione:
Implementare il monitoraggio delle condizioni:
Impostare la soglia di potenza (85% dell'allarme di alimentazione nominale)
Utilizzare il sensore di emissione acustica per monitorare le condizioni della ruota di macinazione
Fenomeno: variazione dimensionale dei lotti> 0,005 mm
Possibili cause:
Deformazione termica accumulata
Errore del sistema di misurazione
Abbigliamento per ruote senza compensazione
Soluzione:
Implementare la compensazione della temperatura:
Tempo di riscaldamento della macchina ≥ 2 ore
Installare un sistema di controllo della temperatura ambiente (20 ± 1 ° C)
Stabilire un meccanismo di compensazione automatica:
Attiva misurazione online ogni 10 parti
Correggere automaticamente la coordinata dell'asse z tramite il PLC
Misure di emergenza:
Premere immediatamente il pulsante di arresto di emergenza
Controlla l'integrità della copertura protettiva
Causa di indagine:
Speed over -Speed (controlla l'etichetta massima di velocità)
Eccessiva sollecitazione di installazione (coppia i bulloni della flangia secondo il manuale)
Misure di emergenza:
Controllare la pressione idraulica del morsetto dopo l'arresto (normalmente 3-5 MPa)
Utilizzare una soluzione di posizionamento secondario (pneumatico di posizionamento meccanico)
Aggiungi ispezione visiva ai processi chiave (per confermare il blocco adeguato)
Stabilire un registro di monitoraggio:
Registra la curva della forza di macinazione dopo ogni medicazione
Traccia le tendenze della vita della ruota di macinazione (gestione dei grafici di controllo)
Gestione dei pezzi di ricambio:
Mantenere gli strumenti di medicazione a ruote di macinazione di emergenza (rulli di diamanti)
Parti di ricambio del cuscinetto del mandrino (sostituzione obbligatoria consigliata dopo 8.000 ore)
Le smerigliatrici del cono di precisione della ruota CBN in ceramica sono attrezzature di fascia alta specificamente progettate per la lavorazione di parti coniche ad alta precisione. Le loro funzioni fondamentali sono le seguenti:
Raggiungimento dell'accuratezza della lavorazione a livello di micron (rotondità ≤ 1μm, tolleranza all'angolo di cono ± 0,003 °).
Può elaborare una varietà di strutture coniche:
Coni di sincronizzatore per trasmissione automobilistica
Morise di motori aeronautica e coni di scanalature tenoni
Coni di precisione cuscinetti
Coni di rilievo del bordo dell'utensile
Progettato per materiali ad alta resistenza:
Acciaio indurito (HRC60)
Leghe ad alta temperatura (Inconel 718, ecc.)
Carburo (YG8, ecc.)
Risolvi i problemi delle tradizionali ruote di macinazione "incapaci di macinare" e soggetto a ustioni
Processo integrato di svolta
La lavorazione completa multi-caratteristica in una singola configurazione di serraggio:
Superficie cilindrica del cono
End Face Charfer
Profilazione della scanalatura della superficie
| Articolo di confronto | Ruota di macinazione corindone | Ruota di macinazione cbn vetrificata |
| Vestire la vita | 50 pezzi | 2.000 pezzi |
| Vita di servizio totale | 200 pezzi | 50.000 pezzi |
| Frequenza di vestizione | Due volte per turno | Una volta alla settimana |
La rugosità superficiale RA raggiunge 0,1 μm (finitura speculare)
Nessuna profondità dello strato di bruciatura <2μm (ruote di macinazione convenzionale> 10μm)
Sforza residua controllata entro -200 MPA (stato di sollecitazione a compressione)
Tasso di rimozione del metallo significativamente migliorato:
Acciaio estinto: 2,5 mm³/mm · s (processo convenzionale 0,8 mm³/mm · s)
Carburo: 1,2 mm³/mm · s (processo convenzionale 0,3 mm³/mm · s)
Il tempo di ciclo di taglio ridotto del 40%-60%
Confronto del consumo di energia:
Smericante convenzionale: 25kW · H/100 pezzi
Smericante CBN: 8KW · H/100 pezzi
Riduzione dei rifiuti:
Chip di macinazione ridotto dell'80%
Il consumo del refrigerante ridotto del 50%
Dotato di un sistema di misurazione online (tipo laser/contatto)
Funzione di compensazione adattiva:
Corregge automaticamente l'usura della ruota di macinazione
Compensazione in tempo reale per la deformazione termica
Il sistema gemello digitale prevede i risultati di lavorazione
Tecnologia dei legami nano-ceramici:
La resistenza alla flessione è aumentata a 180 MPa
La resistenza al calore è aumentata del 30%
Ruota composita a più livelli:
Strato di base: matrice ad alta tuma
Livello di transizione: materiale gradiente
Livello di lavoro: aggregati di microcristalli CBN
Tecnologia di macinazione criogenica:
Temperatura del pezzo <150 ° C (processo convenzionale> 400 ° C) ottenuto attraverso il raffreddamento a getto ad alta pressione
Tecnologia di soppressione delle vibrazioni:
Il sistema di smorzamento attivo controlla l'ampiezza di vibrazione entro 0,5 μm
Funzione di collegamento a cinque assi:
Numero di collegamento massimo di assi: x/y/z/asse/centro
Precisione di posizionamento: 5μm 5μm/300mm
Design modulare:
Sostituzione dell'unità ruota di macinazione rapida (<10 minuti)
Moduli di funzione di svolta/macinazione opzionali
Sincronizzatore di trasmissione MACCHINAZIONE CONE:
La precisione di lavorazione è migliorata a Din 5
Costo unitario ridotto del 35%
Nuovo Macchinatura del cono dell'albero del motore del veicolo energetico:
Ottenere una tolleranza di adattamento da 0,005 mm
Elimina il problema del rumore associato all'assemblaggio tradizionale
Mortise per lama del motore e lavorazione tenone:
La vita a fatica è aumentata di 3 volte
Ciclo di lavorazione ridotto da 8 ore a 2,5 ore
Cuscinetto di carrello di atterraggio Machining del cono:
L'integrità della superficie soddisfa gli standard AMS2420
Tasso di rottami ridotto dal 15% allo 0,5%
Machining angolare del trapano in carburo:
Sererazione all'avanguardia <3μm
La durata dello strumento è aumentata del 50%
Fremellatura ad alta precisione con gambi affusolati:
Area di contatto> 90%
Ripetibilità del serraggio 1μm
Aggiornamenti intelligenti:
Sistema di ottimizzazione del processo AI integrato
Sviluppo di un modello di previsione delle condizioni della ruota di macinazione di autoapprendimento
Produzione verde:
Bravo della tecnologia di macinazione a secco
Sviluppo di materiali di legante degradabile
MACCHININE ULTRA Precisione:
Raggiungimento della rugosità della superficie nanoscala (RA <0,05μm)
Sviluppare processi di rimozione a livello atomico
L'accuratezza della lavorazione anormale si manifesta principalmente come un angolo di cono eccessivo e una scarsa rotondità. L'angolo di cono eccessivo si riferisce in genere a una deviazione superiore a ± 0,01 ° tra l'angolo di cono lavorato effettivo e il requisito di progettazione, mentre la scarsa rotondità indica una deviazione di oltre 2μm dalla sezione circolare a maturità.
Per un angolo di cono eccessivo, l'accuratezza geometrica della macchina utensile deve prima essere calibrata. Si consiglia di utilizzare un interferometro laser per verificare la perpendicolarità di ciascun asse della macchina, in particolare la perpendicolarità tra gli assi X e Z. Questo test dovrebbe essere eseguito dopo che la temperatura operativa della macchina si è stabilizzata, in genere richiede una corsa di riscaldamento di 1-2 ore. Se viene rilevata la deviazione di perpendicolarità, dovrebbe essere corretta secondo le istruzioni del produttore di macchine utensili. Ciò si ottiene generalmente regolando la clearance della binario di guida a 0,005-0,01 mm.
Anche la medicazione delle ruote di macinazione è un fattore significativo che colpisce l'accuratezza dell'angolo di cono. Si consiglia la medicazione a rullo di diamanti, con una velocità di avanzamento di 0,002-0,005 mm. Dopo la vestizione, sono necessari almeno tre cicli di lucidatura senza scintilla per garantire l'uniformità e la nitidezza dei grani abrasivi sulla superficie della ruota di macinazione. Per la lavorazione a cono ad alta precisione, si consiglia di testare una o due pezzi prima della lavorazione finale. Solo dopo che si ottengono misurazioni soddisfacenti possono iniziare la produzione di massa.
La scarsa rotondità è spesso strettamente correlata alla condizione del mandrino della macchina utensile. Innanzitutto, controllare il runout radiale del mandrino, che non dovrebbe superare 0,003 mm utilizzando un indicatore di quadrante. Se questo valore viene superato, potrebbe essere necessario sostituire i cuscinetti del mandrino. Inoltre, la ruota di macinazione deve essere bilanciata dinamicamente agli standard G1.0, con sbilanciamento controllato entro 0,4 g · mm/kg. Per la macinazione ad alta velocità (velocità lineari superiori a 80 m/s), si consiglia un sistema di bilanciamento dinamico online per il monitoraggio e la regolazione in tempo reale.
I difetti di qualità della superficie includono in genere segni di chiacchiere, ustioni e rugosità eccessiva. I segni di chiacchiere possono essere classificati come regolari e casuali.
I segni di chiacchiere regolari appaiono in genere come strisce uniformi e periodiche con una lunghezza d'onda tra 0,1 e 0,5 mm. Questo tipo di problema è principalmente causato dalle vibrazioni del sistema. Le misure di trattamento includono: bilanciamento con precisione della ruota di macinazione per assicurarsi che soddisfi gli standard G1.0; regolare la velocità del mandrino e utilizzare l'analisi dello spettro FFT per identificare le frequenze di risonanza per evitare intervalli di velocità sensibili; e ispezionando le basi della macchina utensile per garantire che i livelli di vibrazione siano inferiori a 2 μm/s.
I segni di chiacchiere casuali appaiono come segni di superficie irregolari, spesso indicando una possibile usura del cuscinetto del mandrino. I cuscinetti devono essere ispezionati e sostituiti se necessario. Quando si sostituisce, presta attenzione al precarico del cuscinetto. Il precarico eccessivo può portare a un fallimento prematuro dei cuscinetti.
Le ustioni di superficie sono principalmente causate da temperature eccessive nell'area di macinazione. Le soluzioni includono: aumento della portata del refrigerante ad almeno 2 L/min per millimetro della larghezza della ruota di macinazione; Controllare la posizione dell'ugello del refrigerante per assicurarsi che sia allineato con la zona di contatto di macinazione; Ottimizzazione dei parametri di macinazione, riducendo in modo appropriato la velocità di avanzamento e aumentando il numero di cicli di lucidatura. Per gravi ustioni, è possibile sostituire una ruota di macinazione CBN vetrificata con una con conducibilità termica più elevata.
La rugosità eccessiva è spesso correlata alla condizione della ruota di macinazione. Quando la grinta della ruota di macinazione diventa opaca, la rugosità superficiale si deteriora in modo significativo. È necessaria la vestimento della ruota di macinazione e una macinatura di prova deve essere eseguita dopo la vestizione per verificare la condizione. Se il problema persiste, prendi in considerazione la possibilità di passare a una ruota di macinazione a griglia più fine o ridurre la velocità di avanzamento del 50%.
Le anomalie della ruota di macinazione si manifestano principalmente come usura eccessiva e perdita di grano abrasiva. Un'usura eccessiva di una ruota di macinazione significa che la sua durata di servizio è significativamente inferiore al previsto, raggiungendo potenzialmente solo il 50% o anche meno della sua durata normale.
Le principali cause di usura eccessiva includono una concentrazione abrasiva impropria, cambiamenti nelle proprietà del materiale del pezzo e impostazioni di parametri di medicazione errate. Per materiali difficili da maschere come l'acciaio indurito, si consiglia di utilizzare una ruota di macinazione con una concentrazione di CBN tra il 100% e il 125%. Quando si lavorano le leghe contenenti fasi dure, la concentrazione può essere ridotta dal 75% al 100%. Per quanto riguarda i parametri di medicazione, l'alimentazione della medicazione deve essere ridotta a 0,001 mm/corsa e il rapporto di velocità di medicazione deve essere regolato a circa 0,4.
Lo spargimento di grinta si manifesta come "punti calvi" localizzati sulla superficie della ruota di macinazione. Questi "punti calvi" localizzati sono in genere associati a una resistenza al legame insufficiente, carichi di impatto eccessivi durante la lavorazione o corrosione del refrigerante. Le soluzioni includono: passaggio a una ruota di macinazione con un legame ceramico microcristallino ad alta resistenza; Ottimizzazione del percorso di lavorazione, utilizzando un ingresso scaduto inferiore a 5 ° per evitare l'impatto causato dai tagli ad angolo retto; e controllare la composizione del refrigerante per evitare l'uso di refrigeranti contenenti additivi corrosivi come lo zolfo.
Risposta di emergenza della frattura della ruota di macinazione
In caso di frattura della ruota di macinazione, l'operatore dovrebbe attivare immediatamente il pulsante di arresto di emergenza per scollegare l'alimentazione alla macchina. Quindi, controlla l'integrità della copertura protettiva per garantire che nessun detrito volante possa ferire nessuno. L'indagine sugli incidenti dovrebbe concentrarsi su: se la velocità della ruota di macinazione supera la velocità massima specificata sull'etichetta; se la piattaforma di montaggio della flangia è entro 0,01 mm; e se la ruota di macinazione è scaduta o immagazzinata in modo improprio.
Risposta di guasto del blocco del pezzo
Il fallimento del blocco del pezzo può portare a gravi pericoli per la sicurezza e fallimento del pezzo. Le misure di miglioramento includono l'adozione di un sistema di doppio posizionamento: posizionamento meccanico per garantire la posizione di riferimento, il serraggio idraulico per fornire la forza di serraggio primaria e il blocco pneumatico come caratteristica di sicurezza. L'ispezione visiva può anche essere aggiunta per confermare che il blocco del pezzo è in atto prima dell'elaborazione.
Soluzioni di problemi comuni:
| Sintomo | Possibile causa | Soluzione |
| Increspature della superficie del pezzo | Macinare sbilanciamento/usura del cuscinetto del mandrino | Riequilibrare/sostituire i cuscinetti |
| L'accuratezza dell'angolo conico supera | Perdita di precisione geometrica della macchina | Ricalibrare il livello della macchina e le guide |
| Usura eccessiva di routine | Parametri di macinazione eccessivi | Ridurre la velocità lineare del 15%-20% |
| Brucia sulla superficie del pezzo | Ottimizia ruota di raffreddamento/macinazione insufficiente | Aumenta il flusso di raffreddamento/Sostituisci in tempo |
| Ridotta efficienza di macinazione | Pori di ruote macinati intasati | Cancella o ripristina con una canna di pulizia speciale |
Punti chiave di manutenzione giornaliera
La manutenzione giornaliera è essenziale per garantire un funzionamento stabile a lungo termine dell'attrezzatura. Prima dell'inizio di ogni turno di lavoro, è necessario eseguire le seguenti ispezioni: la concentrazione del liquido di raffreddamento deve essere verificata utilizzando un rifrattometro per garantire che la concentrazione rimanga nell'intervallo del 4% -6%; La pressione del sistema d'aria deve essere controllata per mantenere una pressione operativa di 0,5-0,7 MPa; e la ruota di macinazione dovrebbe essere ispezionata visivamente per crepe, difetti o altre anomalie.
La manutenzione post-spostamento è altrettanto importante e include: pulire il banco da lavoro e il separatore magnetico per rimuovere i trucioli di metallo e l'accumulo abrasivo; pulire le guardie guida per impedire ai chip di entrare nella superficie guida; Registrazione dei dati di medicazione delle ruote e il numero di pezzi elaborati durante il turno e mantenendo un record di funzionamento dell'attrezzatura completo.
Piano di manutenzione periodico
La manutenzione settimanale si concentra sul controllo del sistema di lubrificazione della guida per garantire che il livello di grasso sia almeno dell'80% e che le linee di lubrificazione non siano ostacolate. Il sistema idraulico deve essere accuratamente ispezionato mensilmente, concentrandosi sul differenziale della pressione del filtro. Se il differenziale di pressione supera 0,3 MPa, il filtro deve essere sostituito.
Il sistema del mandrino deve essere ispezionato professionalmente trimestralmente, utilizzando un micrometro ad alta precisione per misurare il runout radiale del mandrino, che non dovrebbe superare 0,002 mm. Anche l'aumento della temperatura del mandrino dovrebbe essere controllato; Non dovrebbe superare i 15 ° C dopo quattro ore di funzionamento continuo. La manutenzione annuale richiede a un tecnico professionista di eseguire una calibrazione completa della macchina utensile e ripristinare l'accuratezza di tutto il posizionamento agli standard di fabbrica.
Gestione della vita dei componenti chiave
Come componente centrale, si consiglia di sostituire i cuscinetti del mandrino dopo 8.000 ore di funzionamento, indipendentemente dalle condizioni della superficie. I cursori della guida hanno in genere una durata di cinque anni e devono essere sostituiti prontamente per evitare la perdita di precisione. La flangia della ruota di macinazione deve essere controllata ogni 2000 ore per garantire un'installazione sicura e affidabile. Il refrigerante deve essere completamente sostituito ogni tre mesi per prevenire il deterioramento che influisce sulle prestazioni di lavorazione.
| Categoria di manutenzione | Articolo di manutenzione | Dettagli e standard dell'operazione | Ciclo | Requisiti di registrazione |
| Manutenzione giornaliera | Ispezione del refrigerante | Controllare la concentrazione (4%-6%), pH (8,5-9,5), precisione di filtrazione ≤ 25μM | Per turno | Concentrazione e impurità record |
|
| Resa ispezione visiva del ruota | Verificare la presenza di crepe, difetti e particelle abrasive sciolte e fori per aria puliti (pistola ad aria da 0,6 MPA). | Ogni turno | Scatta foto e archivia eventuali anomalie. |
| Ispezionare il sistema di pressione dell'aria. | Assicurarsi che la pressione sia compresa tra 0,5-0,7 MPA e che non vi siano perdite nelle tubazioni. | Ogni turno | Registra il valore di pressione. | |
| Manutenzione settimanale | Lubrificazione ferroviaria di guida | Aggiungi grasso speciale, riempimento ≥ 80% | Settimanale | Registra punti e importi di lubrificazione |
|
| Ispezione del sistema idraulico | Controllare il differenziale della pressione del filtro (<0,3 MPa) e il livello dell'olio all'interno dell'intervallo marcato. | Settimanale | Registra il differenziale di pressione e il livello dell'olio. |
| Verifica del volante Dinamico Verifica. | Utilizzare un bilanciatore dinamico per calibrare su G1.0 (squilibrio ≤ 0,4 g · mm/kg). | Settimanalmente o dopo aver cambiato la ruota di macinazione. | Registra lo squilibrio. | |
| Manutenzione mensile | Ispezione di precisione del mandrino | Misurare il runout radiale (≤0,003 mm) e il gioco assiale (≤0,002 mm) | Mensile | Salvare il rapporto di ispezione |
|
| Sostituzione del refrigerante | Sostituire completamente il refrigerante e pulire i tubi e il serbatoio. | Ogni tre mesi | Registra la data di sostituzione e il numero del modello. |
| Calibrazione della precisione geometrica della macchina utensile. | Controllare la verticalità di ciascun asse usando un interferometro laser (asse x/z ≤ 0,005 mm/300 mm). | Trimestrale | Mantenere in archivio il certificato di calibrazione. | |
| Manutenzione annuale | Revisione completa della macchina | Include la macinazione della guida guida, la regolazione del precarico delle viti e il test dell'isolamento del sistema elettrico | Annuale | Rapporto di manutenzione completa |
| Gestione della vita dei componenti chiave | Sostituzione del cuscinetto del mandrino | Sostituzione obbligatoria dopo 8.000 ore di funzionamento, utilizzando ceramici | Accumulato da ore | Registra il tempo di sostituzione e batch |
|
| Sostituire i binari e i cursori | Sostituire ogni 5 anni o quando si sviluppa un gioco significativo | 5 anni | Registra il motivo della sostituzione |
| Calibrazione della flangia della ruota di macinazione | Controllare la planarità (≤ 0,01 mm). La coppia di bulloni deve essere conforme alle istruzioni del produttore. | Ogni 2000 ore | Registra il valore della coppia | |
| Risposta di emergenza | Macinare la crepa della ruota | Fermare immediatamente la macchina → Controllare il coperchio di protezione → Verificare i problemi di velocità/installazione → Sostituire la ruota di macinazione | In caso di crepa | Compila un rapporto sugli incidenti |
|
| Fuggire di serraggio del pezzo | Stop Machine → Controllare la pressione del morsetto (3-5 MPa) → Aumenta l'ispezione visiva → Ottimizza il posizionamento | Quando ciò si verifica | Registrare misure correttive |
Precauzioni di manutenzione:
Sicurezza prima: prima di manutenzione, scollegare l'alimentazione e rilasciare la pressione. Indossare attrezzature protettive.
Strumenti: utilizzare strumenti di ispezione raccomandati dal produttore (come interferometri laser e bilanciatori dinamici).
Tracciabilità dei dati: è necessaria una conferma della firma per ciascuna operazione di manutenzione e i dati saranno archiviati per almeno tre anni.
Avvertenza anormale: chiudere immediatamente la macchina per indagine se vengono rilevati problemi come un aumento delle vibrazioni o un aumento anormale della temperatura.
Risposta:
Vita estremamente lunga: la durezza di CBN è seconda solo a Diamond e la sua resistenza all'usura è superiore a 100 volte maggiore di quella delle ruote di macinazione del corindone, riducendo significativamente la frequenza di sostituzione.
Elevata stabilità termica: CBN può resistere a temperature fino a 1400 ° C, prevenendo le ustioni del pezzo (ruote di macinazione convenzionali falliscono a 800 ° C).
Ritenzione ad alta precisione: il legame vetrificato presenta un'eccellente rigidità, forze di macinazione stabili e può ottenere una rotondità di rastremazione inferiore a 1 μm.
Alta efficienza: i tassi di rimozione dei metalli sono aumentati del 30%-50%, rendendolo adatto a materiali difficili da machine come acciaio temprato e leghe ad alta temperatura.
Dimensione della grinta:
Macinatura grossolana (RA 0,8μm): #80- #120
Macinazione fine (RA 0,1μm): #400- #2000
Concentrazione:
Acciaio indurito: 100%-150%
Carburo: 75%-100%
Legante:
Ceramica in fase di vetro: per uso generale
Ceramica microcristallina: elevati requisiti di tenacità
A: Risoluzione dei problemi:
Bilanciamento dinamico: la ruota di macinazione deve essere di grado G1.0 (squilibrio ≤ 0,4 g · mm/kg).
Controllare i cuscinetti del mandrino: sostituire se runout radiale> 0,003 mm.
Regola i parametri:
Ridurre la velocità lineare del 10% -15% (ad esempio, da 120 m/s a 100 m/s).
Ridurre la velocità di avanzamento al 50% del valore originale.
Ottimizza il serraggio: aumenta i punti di supporto del pezzo e riduci lo sbalzo.
Risposta: cause e soluzioni comuni:
| Cause | Soluzione |
| Parametri di macinazione eccessivi | Ridurre la velocità della linea o la velocità di avanzamento |
| Concentrazione del refrigerante insufficiente (<4%) | Rifalisci il concentrazione al 6% |
| Pori di ruote macinati intasati | Pulisci con una pistola ad aria ad alta pressione da 0,6 MPa |
| Modifica materiale del pezzo (contiene fase dura) | Utilizzare una maggiore concentrazione (150%) o ruota di macinazione a grana più fine |
Risposta:
Ottimizzazione del raffreddamento:
Portata ≥ 15 l/min · mm (larghezza della ruota di macinazione)
Utilizzare una ruota di macinazione raffreddata internamente o un doppio ugello (angolo di 15 °)
Regolazione del processo:
Aumenta il numero di cicli di lucidatura (≥ 3 macinature prive di scintilla)
Ridurre il tasso di alimentazione del 30%
Selezione delle ruote di macinazione:
Utilizzare una ruota di macinazione con una porosità elevata (30%-40%) per migliorare la dissipazione del calore.
Risposta:
Calibrazione della precisione geometrica della macchina:
Utilizzare un interferometro laser per controllare la perpendicolarità dell'asse x/z (errore ≤ 0,005 mm/300 mm).
Correzione dell'angolo di medicazione della ruota di macinazione:
Utilizzare un blocco angolare standard per calibrare il comò a rullo diamantato. Controllare la rigidità del dispositivo:
Controlla la forza di serraggio a 3-5 MPa per prevenire la deformazione del pezzo.
Risposta:
Strumento di saldatura: si consigliano i rulli di diamanti (lunga durata e alta precisione).
Impostazioni dei parametri:
Feed Trove di alimentazione: 0,002-0,005 mm/corsa
Rapporto di velocità di vestizione: da 0,4 a 0,8 (rapporto di velocità lineare della ruota a rullo)
Requisiti di macinazione: sono richiesti tre passaggi senza scintilla dopo la vestizione.
Risposta:
Test di corsa al minimo: aumentare la velocità graduale alla velocità operativa e correre per 30 minuti.
Bilanciamento dinamico: utilizzare un bilanciamento online per adattarsi a G1.0.
Verifica della macinazione del test:
Processo 2-3 campioni e ispezionare le dimensioni e la qualità della superficie.
Regola finemente la quantità di medicazione o i parametri di macinazione in base ai risultati.
Segni di chiacchiere regolari
Caratteristiche: striature periodiche con una lunghezza d'onda di 0,1-0,5 mm
Rimedio:
Controllare la vibrazione della fondazione (dovrebbe essere ≤2μm/s)
Regolare la velocità per evitare le frequenze di risonanza
Utilizzare una ruota di macinazione distanziata in modo ineguagliabile (flauto a spirale)
Bruciatura della superficie
Criteri: strato di scolorimento dell'ossigeno
Contromisure chiave:
Aumentare la portata del refrigerante a ≥15 L/min · mm
Adottare un design della ruota di macinazione raffreddato internamente
Ridurre il tasso di alimentazione del 30% e aggiungere tre passaggi di lucidatura aggiuntivi
Usura anormale
Caso tipico: la durata della vita diminuisce di oltre il 50%
Soluzione di ottimizzazione:
Regola la concentrazione di Cbn (100-125% per acciaio temprato)
Modifica i parametri di medicazione (velocità di alimentazione ≤ 0,001 mm/corsa)
Spargimento di grano abrasivo
Sintomo: "punti calvi" appaiono sulla superficie della ruota di macinazione
Causa ultima:
Svantaggi della resistenza del legame
Impatto di taglio ad angolo retto
Metodi di miglioramento:
Utilizzare una ruota di macinazione del legame in ceramica microcristallina
Adottare un metodo di taglio di pendenza <5 °
Instabilità dimensionale
Punti di controllo chiave:
Controllo della temperatura ambiente a 20 ± 1 ° C
Attiva la compensazione della misurazione online ogni 10 pezzi
Stabilire un modello di compensazione della deformazione termica
Macinare la crepa della ruota
Procedure di emergenza:
Arresto di emergenza immediata
Controlla l'integrità della copertura protettiva
Controlla se la velocità supera il limite
Volante del pezzo
Misure preventive:
Utilizzare doppio posizionamento meccanico e idraulico
Installa un sistema di conferma visiva
Ispezione quotidiana:
Concentrazione del refrigerante (4-6%)
Aspetto della ruota di macinazione (crepe/difetti)
Manutenzione periodica:
Settimanale: lubrificazione guida (riempimento di grasso ≥ 80%)
Monthly: ispezione del runout del mandrino (≤ 0,003 mm)
Appendice: tabella di diagnosi rapida
| Descrizione del problema | Articoli di ispezione prioritaria | Limite di tempo |
| Chatter Marks | Bilanciamento/cuscinetti dinamici | Entro 2 ore |
| Brucia | Sistema di raffreddamento | Arresto immediato |
| Superamento dimensionale | Compensazione della temperatura | Risolvere durante il turno |
Vantaggi innati determinati dalle proprietà del materiale
Superabrasive insostituibili
La CBN (nitruro di boro cubico) vanta una durezza di 4500 HV, seconda solo al diamante, ma la sua stabilità ad alta temperatura (1400 ° C) supera di gran lunga quella del diamante (che si ossida a 800 ° C).
Un confronto tipico: quando la lavorazione dell'acciaio indurito (HRC 60), la durata della vita di una ruota CBN è 100 volte quella di una ruota corindica.
Effetti sinergici dei legami vetrificati: la struttura ceramica microcristallina combina rigidità (modulo elastico 100 GPa) con proprietà di auto-bonifica.
La porosità controllabile (5%-40%) migliora la dissipazione del calore rispetto ai legami resina/metallo.
Una svolta nella conservazione di precisione
Stabilità nano-livello
Tasso di perdita di grano abrasiva <0,1%/ora, garantendo quanto segue anche dopo 2000 cicli:
Rotondità ≤ 1μm
Tolleranza angolo di cono ± 0,003 °
Controllo della deformazione termica
La conducibilità termica è di 1300 W/(M · K) e la temperatura della zona di macinazione è inferiore di 200 ° C rispetto a quella delle ruote di macinazione del corindone.
Dati misurati: temperatura superficiale del pezzo <150 ° C durante la macinazione delle leghe di titanio (processi convenzionali> 400 ° C)
Evoluzione tecnologica lungimirante
Una vestibilità naturale per la macinazione intelligente
Comportamento di usura altamente prevedibile, adatto per:
Modellazione gemella digitale
Algoritmo di controllo adattivo
Soluzione principale di corrente: rotta per la previsione della vita rimanente <3%
Tendenze di produzione verde
Confronto del consumo di energia:
Macinatura convenzionale: 25kW · H/100 pezzi
Macinatura CBN: 8KW · H/100 pezzi
Riduzione del 50% del consumo di refrigerante

È utilizzato principalmente per la macinazione di precisione dei cerchi esterni di steli di ingresso del motore e valvola di scarico, cuscinetti e ...
Di più
Categoria: Tornio CNC Panoramica del prodotto: La società ha superato la certificazione di vari sistemi come ISO9001: 2015 Sistema d...
Di più
Categoria: SPRITURA VALVOLE CNC Panoramica del prodotto: La società ha superato la certificazione di vari sistemi come ISO9001: 2015...
Di più
Categoria: Attrezzatura di lavorazione Panoramica del prodotto: La società ha superato la certificazione di vari sistemi come il sis...
Di più
Categoria: Attrezzatura per il trattamento termico Panoramica del prodotto: La società ha superato la certificazione di vari sistemi...
Di più
Categoria: Attrezzatura di saldatura al plasma Panoramica del prodotto: La società ha superato la certificazione di vari sistemi com...
Di più
Categoria: Equipaggiamento di test del prodotto finito Panoramica del prodotto: La società ha superato la certificazione di vari sis...
Di più
Categoria: Prodotti ausiliari di produzione Panoramica del prodotto: La società ha superato la certificazione di vari sistemi come I...
Di più
Categoria: Prodotti ausiliari di produzione Panoramica del prodotto: La società ha superato la certificazione di vari sistemi come I...
Di più
Categoria: Prodotti ausiliari di produzione Panoramica del prodotto: La società ha superato la certificazione di vari sistemi come I...
Di più
 86-13584767515
86-13584767515
86-0515-89500828
 N. 1, Area di concentrazione industriale, Wulie Town, Dongtai City, provincia di Jiangsu
N. 1, Area di concentrazione industriale, Wulie Town, Dongtai City, provincia di Jiangsu
Prodotto

